噴頭使用一段時間會堵頭是很正常的 (堵頭不在保固範圍內、需自行處理)。
堵頭的頻率跟使用的料的品質(有的料比較會堵頭)、使用的方式(切片參數)有很大的關係。(譬如列印時溫度不夠高或速度太快比較會堵頭)
如果遇到出料不順或甚至完全不出料的情況,請先看另一篇文章"出料不足問題"先檢查進料擠出機是否有問題,以及列印溫度是否不夠高。
如確定進料擠出機、加熱、以及換其他廠牌線材都沒問題的話,那就可能是噴頭堵塞了。堵塞有堵死(完全不出料)、部分堵塞...兩種。
幾個常見狀況:
1. 剛開始印OK但印到一半不出料(堵死)
2. 印出來鬆鬆散散的有很多縫隙孔洞 (部分堵塞)
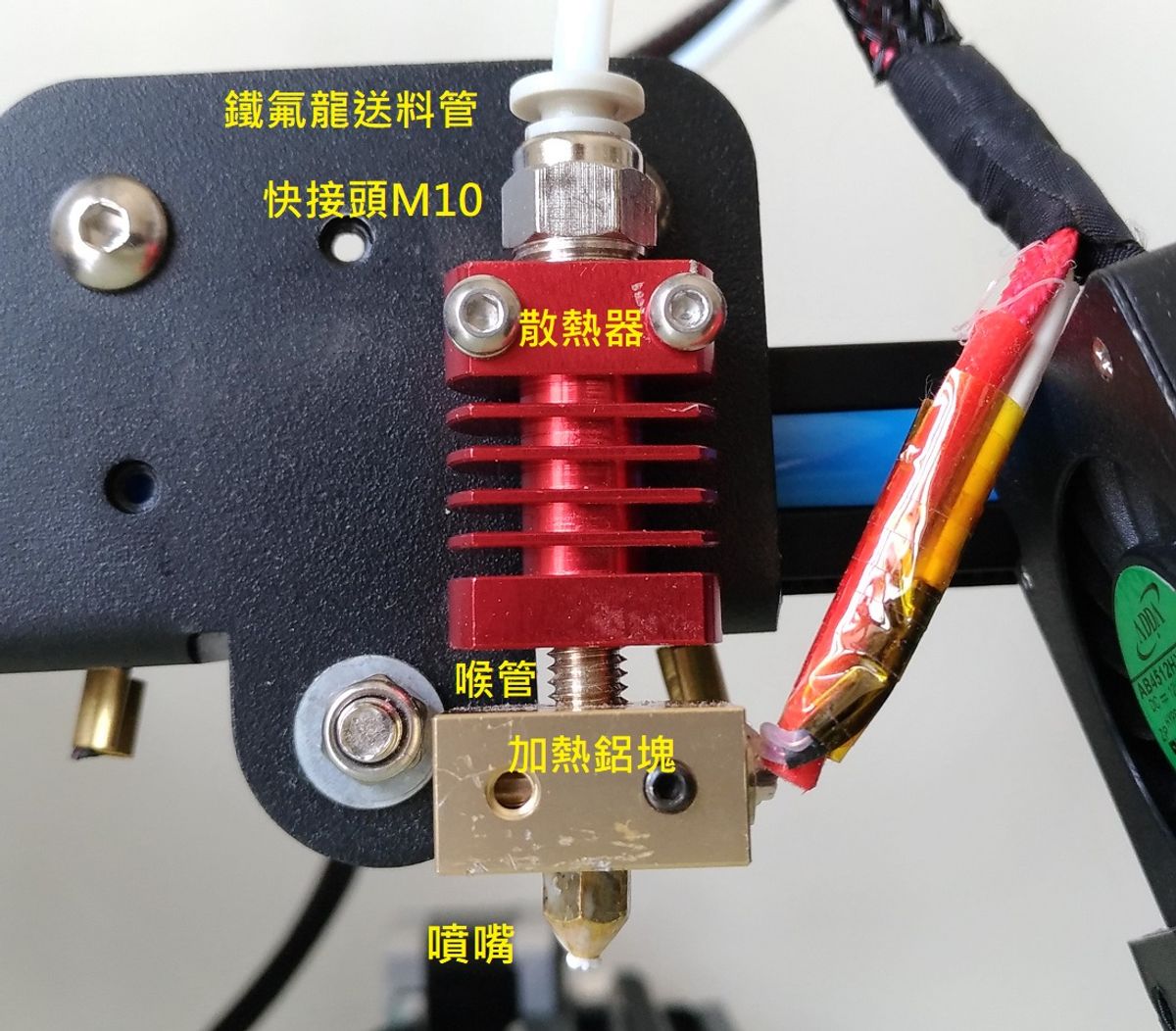
造成堵頭主要的問題是"噴嘴"及"送料管(鐵氟隆管)"。
噴嘴的問題是因為料裡面多少有一些東西造成焦化、長期就累積在噴嘴裡面。
然而,除了噴嘴之外,還有一個很重要的地方就是送料管。
送料管的材料是PTFE鐵氟龍,其耐熱只有250C。
但雖說耐熱250C,但其實長期用在兩百多度就會變形。
而由於送料管的前端是直通到底頂住噴嘴的(這叫做直通式喉管),所以管子前端變形後會縮口造成線材難以推進出料,因此就造成出料不足(部分堵頭)或是堵死不出料。這樣的話單純處理噴嘴是無法解決的。
我們很常聽到用戶說加熱噴頭用手推料可以出料阿,剛開始印可以出料但印到一半就出料了。這是最常聽到的狀況。這種狀況十之八九是因為送料管的關係。
請容我們再次提醒:"噴頭"是不在保固範圍內的、請使用者學習如果處裡噴嘴/送料管。
如果送來本公司檢測而確認是噴嘴/送料管的問題的話,我們會收工資。
這部分真的不是要賺這個錢、而是希望客戶能學會自行處裡,畢竟堵頭是會再發生的。
堵頭之處理:
(1) 檢查噴頭有沒有堵料:
先加熱熱頭(200~220C),然後一手按壓進料擠出機手柄以鬆開夾具、另一手用力推線材看看線料是否能從熱頭順利出料。如果可以順利出料則熱頭沒有堵塞, 如果很難出料或不能出料則表示熱頭堵塞了。
(2) 先拿"通針"通一通看看
加熱噴頭到210C (200~240C)。
粗通針(或L板手最細的那支)從上往下通(通過喉管)、或細通針從下往上通噴嘴的孔。


(3) 或是拔掉送料管、拿最細的L扳手捅喉管看會不會出料
(4) 換噴嘴: 如果用通針通過可以但不久又堵,那可以換噴嘴。
注意! 更換噴嘴要先加熱噴頭 否則冷的時候硬轉可能會把黃銅噴嘴扭斷在加熱塊裡面。
(=>按preheat ABS,到兩百多度時 => 按Cooldown降溫(關掉加熱棒的電) => 然後趁熱轉鬆拆掉噴嘴 => 趁熱裝入新噴嘴)
然後用六角板手拆開噴嘴,再裝入新的噴嘴。
注意:噴嘴跟喉管是互相鎖緊的。沒有鎖好會導致列印時溢料。
噴嘴不是直接鎖緊加熱塊,而是要跟喉管鎖緊。
(更換噴嘴後,可能需要重新調平台)
(5) 清理喉管:
加熱噴頭,拆掉噴嘴,將送料管往下推出噴頭 清出喉管管壁沾黏的料,重複幾次
(底下有影片)
(6) 送料管(鐵氟龍管):
堵頭跟送料管(鐵氟龍管)有極大關係!! 太多人誤會以為只要換噴嘴就搞定了。
如果換噴了嘴還是堵頭的話,那十之八九是管子前端的問題。
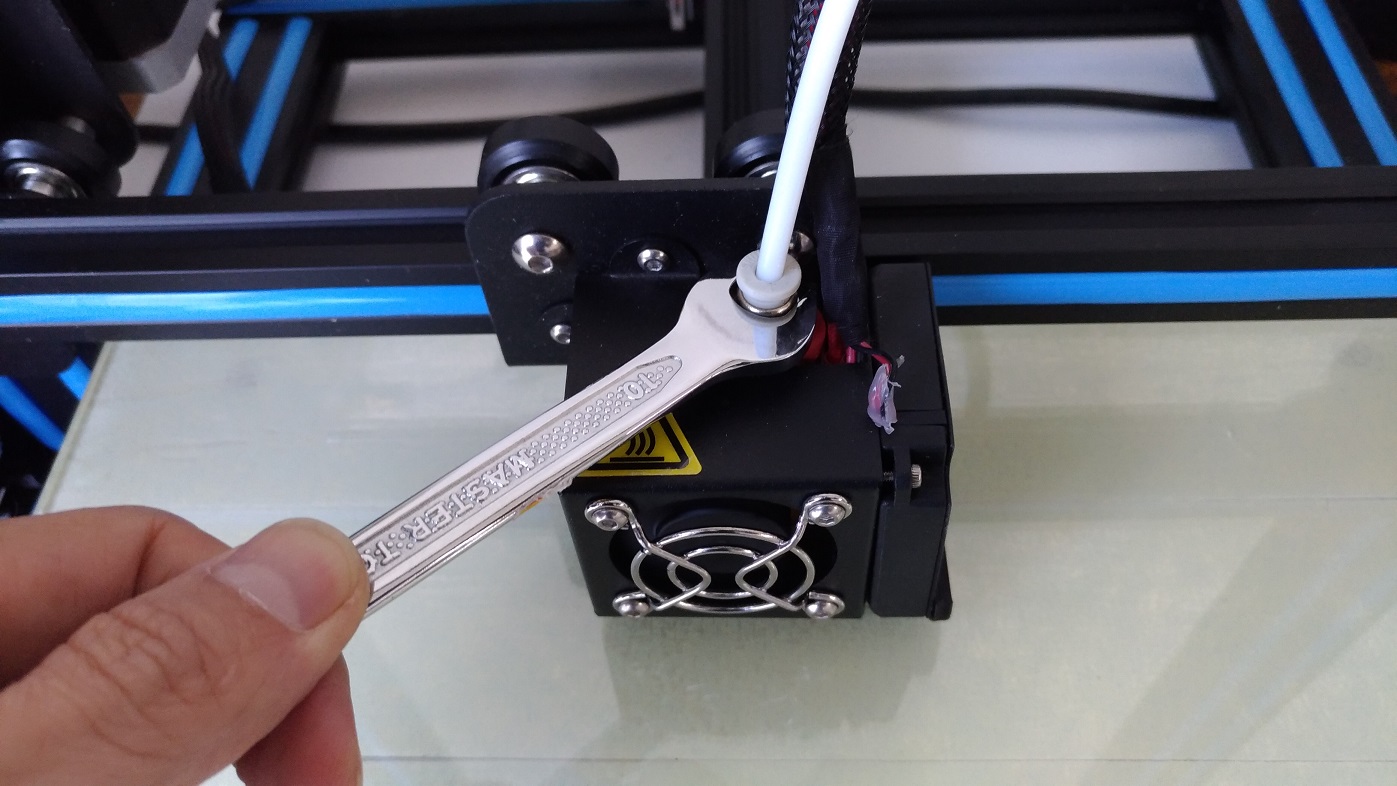
先加熱噴頭,用板手轉鬆快速接頭後,將快接頭連同管子拔開來看
看鐵氟龍管前端是否變形堵料,
有的話拿切管器或美工刀 將管子前端切掉一小段,再裝回。
注意:1.不可用剪刀或斜口鉗剪以免管子變形,
2.前端必須切垂直切口必須非常平整否則容易再賭料
3.裝回管子須確認插到底"頂住噴嘴(噴頭需加熱) 否則有縫隙一定堵塞 。
(以上三點沒注意做好的話很快會再堵塞 )
使用者裝回管子時沒有插到底(造成管子沒有頂住噴嘴)、或是切管子切成斜的,這是最常見的NG狀況,也就一直還是會堵頭,